Share
Pin
Tweet
Send
Share
Send
Dette er naturligvis ikke svært for en erfaren kværn, selv med manuelt arbejde. Det vil ikke være let for alle andre at modstå den krævede skarphedsvinkel. Er det muligt for dem, at problemet med stumpe knive forbliver uopløseligt?

Der er tre måder ud af denne vanskelighed: at lære at skærpe knive, men det vil tage en masse tid, tålmodighed og kræfter; hver gang bede en professionel om hjælp og betale for hans dyre service; Lav selv knivslibleren og ikke tænk på skarphedsvinklen.
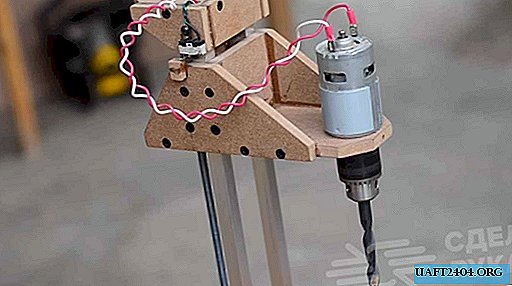
Nedenfor vil vi overveje en metode til fremstilling af en enhed til slibning af knive baseret på en elektrisk slibemaskine med to slibehjul.
Har brug for
For at arbejdet ikke tager meget tid og energi, er det dejligt at have på lager: en svejsemaskine, maskiner (boring, fræsning og drejning), en pendelsave, bore, slibemaskine, skruenøgler, mærkeværktøjer osv.
Ud fra materialer og komponenter ud over den allerede nævnte elektriske slibemaskine er det nødvendigt at lagre:
- en metalplade 10 mm tyk;
- firkantede rør (to stykker i tilstødende størrelser);
- rund metalstang op til 400 mm lang og 15-20 mm i diameter;
- gevindskruer (bolte, møtrikker, skiver) osv.
At lave knivslibere
Arbejdet vil bestå af to relativt uafhængige trin: indretningen af en elektrisk slibemaskine og fremstillingen af en knivholder, der giver den krævede slibevinkel.
Skarpere arrangement
En af de nødvendige betingelser for slidning af knive i høj kvalitet er slibeværktøjets stabilitet. Derfor bruger vi en metalplade, der er egnet i størrelse og tykkelse som basis for den elektriske slibemaskine.

Ved hjælp af et målebånd, kerne og hammer markerer vi midten af de fire huller og gentager hullerne på den elektriske skærpeplade. Vi borer huller i henhold til markeringen på boremaskinen, og ved hjælp af bolte og møtrikker fastgør vi den elektriske slibemaskine på en metalbase.

Vi skar af med en pendulsåg to stykker kvadratiske rør, der tidligere var beregnet i længden. Desuden skal den ene frit, men uden et stort mellemrum, gå ind i den anden.

I et rør med et mindre tværsnit formales et gennemgående hul fra den ene ende, hvis diameter skal være lidt større end diameteren af metalstangen. I det andet rør planlægger og borer vi også et hul til låsebolten fra den ene ende.

Vi svejser et rør med et større tværsnit i midten til basen, overfor den faste slibemaskine, i en sådan position, at fastgørelsesbolten ser udad og er på toppen. For at forhindre, at dråber af smeltet metal, gnister og skala svejses i at beskadige den elektriske motor, dækker vi det med et svejsetæppe.

Vi sætter stangen strengt mod midten i det borede hul i røret i et mindre tværsnit og svejser den i denne position til røret, efter at vi tidligere har kontrolleret vinkelret på disse parringsdele med en højre trekant.


Hvis dette ikke er gjort på forhånd, skal du fjerne den elektriske slibemaskine fra basen og revidere den elektriske kasse, og derefter installere slibemaskinen på plads igen og kontrollere dens funktionsevne.
Vi sætter røret med stangen ind i det svejste rør til basen og ved hjælp af en bolt kan du indstille den krævede højde til at slibe en bestemt kniv. Dette var den sidste fase af arrangering af en elektrisk slibemaskine. At komme til anden fase af arbejdet.


Til den elektriske slibemaskine ændrer vi rotationsretningen.


At lave en knivholder
Som allerede nævnt afhænger kvaliteten af knivslibning først og fremmest af at sikre konstanten af slibevinklen. Indehaveren, vi skal lave, er bare til dette.
Vi markerer metal-emnet i overensstemmelse med de tilsigtede dimensioner af de tre elementer, hvilket vil sikre indfangning og pålidelig fastholdelse af knivbladet i en given vinkel til overfladen af cirklen, når man slibes.

Vi skar dem med en pendelsave med tilsætning af smøremiddel for at forbedre kvaliteten af snittet og savklingens sikkerhed.
Vi spænder alle tre elementer i en "skruestik" ind i skruen på fræsemaskinen og behandler overfladerne til den ønskede størrelse, og med hver positionsændring fjerner vi burrerne med en håndfil.



På to arbejdsemner danner vi kæber til at gribe og holde knivbladet fast. Til dette formales hver af dem til deres størrelse på den ene side. Det tredje emne fræses på begge sider til størrelsen. Det vil tjene som grundlag for fastgørelse til hendes laterale greb med kæber.

På den del, der vil være placeret i midten, på den fræste del, markerer vi to huller, der er placeret symmetrisk langs længdeaksen tættere på kanterne og lidt forskudt til basen. Vi borer dem på en boremaskine.
Brug denne del som en prøve til at markere responspunkterne på to andre emner med en bor og en tynd bor.
Derefter borer vi de markerede pletter med en stor diameterbor til en lav dybde (vi laver, sorterer, reder-udsparinger).
Vi skruer ind i hullerne i det centrale element, to stifter med den krævede længde med den samme udgang, som, når man installerer sideelementerne, vil gå ind i udsparingerne og holde dem, men ikke forstyrre kæberne, konvergere og afvige.
I laterale kæbeelementer i det geometriske centrum skitserer vi og borer huller med samme diameter og skærer trådene i dem med en håndsnap.
Vi fræser de ydre kanter af kæberne for at afslutte enhedens udseende og lette betjening. Vi fjerner også affasningen på begge sider af fræsendeenden af det centrale element for ikke at forstyrre indstillingen af kæberne.

I midten af bunden af det centrale element skitserer og borer vi et blindhul til dornen.

Vi blander to-komponentlim og fastgør den med dornen med den krævede længde i det blinde hul. Lad forbindelsen gribe og hærde. For at gøre dette, fastgør vi det centrale element med en dorn i en træskruestik.
Vi spænder en metalbjælke med den beregnede diameter i drejebænkestangen og borer et hul i midten lidt større end diameteren af doren og tilsætter med jævne mellemrum fedt til borezonen.
Derefter afskærer vi en cylinder, der er ca. 10-12 mm høj, og borer et hul på sidefladen, efterfulgt af gevind med en hane til en låseskrue.


Bor på et af sideelementerne udefra, bor et centralt hul til montering af bolthovedet.
Endelig afslutter vi overfladen på armaturet ved at bearbejde på slibemaskinen, først med et endeløst bånd og derefter med et lurbånd.


Det gjenstår at samle elementerne i den justerbare holder sammen ved at skrue forbindelsesbolten ind i kæberne og fastgøre den cylindriske ring på dornen, installere den på det rigtige sted med låseskruen.
Fixtur test
Vi holder knivbladet i holderens kæber og indstiller den krævede højde på tværstangen og længden af dornen ved at bevæge den cylindriske ring ned eller op og låse den om nødvendigt med en speciel skrue.
For at slibevinklen skal forblive den samme langs hele bladets længde, er det tilstrækkeligt at sikre glidningen af den cylindriske ring, der er fastgjort på dornen over overfladen af stangen monteret vandret foran cirklerne af den elektriske slibemaskine.


Efter en kort slibning uden spænding klipper kniven let et ark papir i vægt, hvilket bekræfter dets fremragende skarphed.



Share
Pin
Tweet
Send
Share
Send