Share
Pin
Tweet
Send
Share
Send

En af hovedparametrene for en drejebor er spidsvinklen, som for hårde metaller (stål, støbejern, massivt bronze, titan osv.) Er cirka 120 grader.
Afvigelse af denne vinkel til en større eller mindre side fra den nominelle værdi komplicerer borens effektive drift. I det første tilfælde falder produktiviteten, og værktøjet overophedes, i det andet tilfælde kan boret simpelthen gå i stykker, ikke i stand til at modstå for store belastninger.
For at overholde slibeparametrene uden specialværktøj er det nødvendigt at have høje kvalifikationer og erfaring med værktøjssliberen. For en lægmand, især under hverdagslige forhold, vil det være praktisk umuligt at gøre dette.
Men med nogle værktøjer og enkle materialer er det muligt at fremstille en ikke særlig kompliceret, men pålidelig enhed til at skærpe vinklen øverst på en spiralbor over hårdt metal.
Hvad du muligvis har brug for for at arbejde på enheden
Dette kræver følgende værktøjer:
- Vernier tykkelse;
- markør;
- skruestik til metal;
- bulgarsk;
- tænger;
- svejsemaskine;
- slibemaskine med et hjul.
Af materialerne til arbejde skal du have ved hånden:
- almindelig hex møtrik;
- støbt møtrik;
- en bolt i samme størrelse og gevind som møtrikkerne;
- slibning af drejebor.

Fremstillingsproces
Et træk ved sekskantmøtrikken er, at alle to af dens tilstødende flader konvergerer i en vinkel på 120 grader. Omkring den samme størrelse er vinklen på spidsborens spids til at arbejde på hårde metaller. Denne tilfældige sammenfald kan bruges til at fremstille et værktøj til at skarpe en drejebor.

For at gøre dette, ved hjælp af en caliper og en markør på møtrikken, skitserer vi de skårne linier, så der opnås et trekantet snit, symmetrisk i forhold til diagonalen, der forbinder de to modsatte hjørner af møtrikken. En bor vil blive anbragt i længderetningen i den inden skærpningsprocessen.


For at skære den påtænkte trekantede rille i møtrikken fast, klemmes den fast i en skruestik, og slibemaskinen skærer langs fortrækkede linjer. For at fjerne de savede dele af møtrikken kan du bruge en tang.


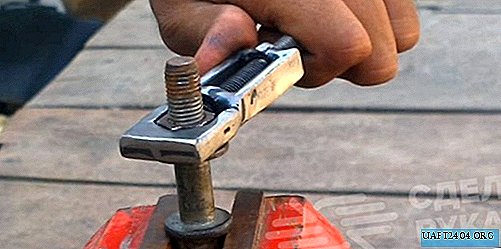
Dernæst tages en castelleret møtrik, og dens base svejses til den første møtrik fra siden af den skårne rille. Derudover er det nødvendigt at observere deres absolutte koaksialitet, fordi når borer med lille diameter er skærpet, vil bolten, der passerer gennem den castellated møtrik, begynde at skrue ind i den nedre møtrik for at fastklemme boret i dens rille.


Nu skruer vi den tilsvarende bolt ind i den castellated møtrik, som sikkert trykker på boremaskinen, der er placeret i rillen til slibning på slibemaskins emmeri.


Det gjenstår kun at skærpe boret på hjulet ved hjælp af kanterne på den nedre møtrik som en skabelon.

For at gøre dette, slibes vi bare den fremspringende del af boremaskinen med kanterne på møtrikken, som selv en studerende på en erhvervsskole i det første studieår let kan klare.


Efter slibning løsnes bolten, boret fjernes fra den improviserede enhed og kan bruges til dets tilsigtede formål.

Tilføjelser og forbedringer
I processen med svejsning af møtrikker kan der opstå flydende metalstænk på gevindene på de støbte og almindelige møtrikker. For at udelukke denne problem er det nødvendigt at skrue en bolt i dem og derved beskytte tråden.
Da det med hjælp fra en enhed ikke er muligt at dække alle bor i diameter, kræves der mindst to skabelonklemmer: den ene til små bor, den anden til store produkter. I det første tilfælde vil nødderne derfor være små i størrelse og i det andet - store.
Share
Pin
Tweet
Send
Share
Send