Share
Pin
Tweet
Send
Share
Send

Fordele og ulemper ved "købte" slibemaskiner
Den mest almindelige årsag til fiasko, når en kniv slibes, er vanskeligheden ved at holde den i en sådan position, at indstillingsvinklen forbliver konstant. Der er mange enheder og maskiner, der løser dette problem.
Den største fordel ved slibesystemer, der er fremstillet i produktionsmiljøet, er deres arbejdsberedskab, intet behøver at være afsluttet.
De har imidlertid også ulemper:
- De fleste enheder kan kun arbejde i faste vinkler (køkkenelektriske slibemidler, apparater som Lansky).
- Systemer med god funktionalitet, såsom Apex Edge Pro (pris ca. $ 300), koster en masse penge. Derudover er der flere kloner og forfalskninger til salg end originaler.
- Næsten alle mekaniske slibemidler fjerner en enorm mængde metal og overopheder skærekanten. Undtagelser, såsom Tormek (Tormek T9 koster mere end 50 tusind rubler i den minimale konfiguration. Udstyr til maskinen skal købes separat og også dyrt.), Er ADSCI dyre.
- Ikke alle "fabrik" -design fikserer bladet ret stift.
Hjemmelavet slibemaskine
Mindst tusind knive, mejsler og andet skæreværktøj har besøgt den hjemmelavede enhed, som jeg bruger, så jeg er ikke i tvivl om dens effektivitet. Designet er ekstremt enkelt, og den dyreste ting i det er slibesten. Jeg vil ikke give specifikke størrelser i beskrivelsen, kun generelle ideer.

Seng
Sengen er et stykke jern fra Young Bookbinder sæt. Det er ret dimensionelt og massivt, så det svimler ikke selv på "skæve" baser.

Rack
Stativet fra forstørreren viste sig at være en fremragende donor. Den almindelige løftemekanisme, som jeg bruger til at justere stenens vinkel i forhold til bladets plan, fungerer glat og er sikkert fastgjort.

Vippebjælke
En kalibreret stang med en diameter på 10 mm er designet til at holde og bevæge slibesten. Det er fastgjort til løftemekanismen gennem et hængsel - et styrespids fra karting. Følgende dele sættes på stangen: en plastmøtrik, en fjeder, to klemmer med fastgørelsesskruer, en møtrik på bagsiden (så stangen ikke falder ud af hængslet). Dette design giver dig mulighed for at arbejde med sten i forskellige længder og ændre dem hurtigt: Jeg fikserer aldrig låseskruen på den tætte klemme, og afviklingen holdes af fjederstyrken.
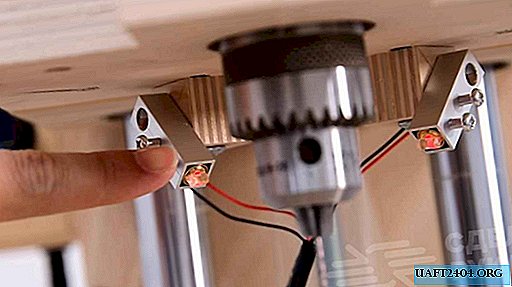
Knivfikseringsmekanisme
Elementerne i mekanismen:
- Beslag. Varen er lavet af duralumin og fungerer som en klemme.
- Bronzebøsningen med en halvcirkelformet rille klemmes bevægeligt i beslaget.
- Skaftet er plantet med en afstand på 0,1 - 0,15 mm, dvs. den roterer frit. Fjederen presser låseaksen mod bøsningen.
- Kanalen er fastgjort på akslen bevægelsesfri.
- To par svampe med M8 hammerbolte bevæger sig frit langs rillerne i kanalen. Efter spænding af møtrikkerne fastgøres de godt i den installerede position. Vinklen mellem overfladerne på kæberne ved siden af kanalens hylder er ca. 75 grader.
Bøsningen er lavet på en drejebænk, svampene og kanalen på fræsningen, beslaget på boret. De resterende dele og emner blev fundet i garagen.



Skærpning af rækkefølge
Hvis den anvendte kniv er skærpet, og det er nødvendigt at opretholde værdien af indflyvningsvinklen, udføres arbejdet i følgende rækkefølge.
Vi spænder klingen i kæberne, efter at vi tidligere har justeret deres position i bredden.
Inden installation monteres knivene med et poleret blad med maskeringstape for ikke at efterlade ridser.
Vi tegner en forkant med en vandtæt markør. Vi installerer en slibeblok med det største korn. Vi foretager flere nøjagtige bevægelser af vektstangen fra os selv. Ved slid af markørens spor bestemmer vi, om vinklen er korrekt valgt. Hvis stenen fanger på kanten, skal den øges, dvs. hæve hængslet. Efter korrektion af vinklen skal slibemidlet fjerne spor af markøren langs hele skæreplatens plan.
Nu kan du fortsætte direkte med at skærpe. Vi foretager frem- og tilbagegående bevægelser med stangen og bevæger os langs kanten af kniven, indtil flisene, rynker og andre mangler er helt forsvundet. Vi laver kun let pres, når vi bevæger os væk fra os selv. Linjen skal komme tilbage i tomgang. I de sidste passerer skal du svække presset på stangen.

Vi trækker kanalen mod os selv og drejer den 180 °. Vi skærpes, indtil tilgangsbredden på begge sider er omtrent den samme.
For visuel inspektion af kanterne behøver ikke bøje konstant. En af fordelene ved den anvendte enhed er, at kniven er fastgjort en gang, den kan drejes så meget som ønsket, og den vil altid stoppe i de rigtige positioner.
Når den anden side er færdig, vises en burr på den første. Du kan ikke se det, men det er tydeligt palperet af fingrene. Du er nødt til at sikre dig, at burret dannes i hele længden, ellers vil der være "dumme" sektioner, og arbejdet skal gøres om.
Burret skal styres af fingerbevægelser fra bagenden til skærekanten, men ikke langs den! Ellers kan nedskæringer ikke undgås.

Bredden af skærekanten langs klingen afhænger af skråningenes geometri. På denne kniv er fremgangsmåden ved spidsen tykkere end i resten.
Fjern savsmuldet, inden du flytter til et mindre slibemiddel med en svamp eller papirhåndklæde. Vi fjerner risikoen fra den forrige sten på begge sider. I dette tilfælde skal burren adskilles: ikke smuldre i form af støv, men falder af med tynde tråde.
Afhængig af størrelsen på kornet, kan den anden sten også "sparke" en burr. I mit tilfælde var det netop det. Gå derefter til det næste frø.
Vi tjekker resultatet af arbejdet med avisen: vi laver et snit med en broach og kontrollerer dets glatthed. Hvis der stadig er mangler, klæber de sig fast.

Hvis du vil, kan du prøve at barbere håret på dit håndled.

Den bedste måde at kontrollere er at skære med en kniv, hvad den er beregnet til.

Slibesten
Jeg bruger et sæt diamantstænger på et metalbundt (4 stykker). Kølevæske - vand fra hanen. Nogle slibemidler våde diamanter med en sæbeemulsion. Nogen arbejder endda "tør" (se video). I henhold til instruktionerne fra stenfabrikanten anbefaler jeg, at jeg anbefaler at befugte stangen med vand og med jævne mellemrum skylle metalfolier med en børste.
Kornstørrelser på kalksten (i mikron):
- 125/100 - dannelse af skærekanten, ændring af skarphedsvinklen;
- 63/50 - grovslibning;
- 20/14 - fin slibning;
- 7/5 - polering.
Jeg begyndte at arbejde som den første sten og sluttede den tredje. Jeg bruger den fjerde ganske sjældent, kun på anmodning af æstetikere.
I stedet for diamantstænger kan du arbejde med kunstige korundsten. Der er en endnu mere budgetmæssig mulighed: stick strimler af sandpapir i forskellige kornstørrelser på aluminium eller glasemner. Vigtigst er det, at alle sten i sættet skal være af samme tykkelse.
Knivslibning video
I videoen skærper jegeren sin arbejdskniv (Bohler M390 stål) på det ovenfor beskrevne armatur. Han bruger kun en sten 63/50 og mener, at dette er nok. Karakteristiske bevægelser langs kanten - på denne måde fjerner det burr.
Måske savnede jeg noget i beskrivelsen af processen eller enheden, afviget fra nogle kanoner, ikke beder for Arkansas og japanske vandsten. Jeg foreslår at drøfte disse punkter i kommentarerne.
Share
Pin
Tweet
Send
Share
Send